
 通过认证
通过认证 






高温耐磨防腐陶瓷涂料是将环氧树脂与有机硅氧烷通过分子链相互贯穿,形成高度交联三维互穿网络聚合物为成膜物质。添加超细无机纤维粉、纳米氧化铝、碳化硅、氧化锆、氮化硼等功能填料,功能助剂、溶剂等研发生产的高温耐磨陶瓷涂料。

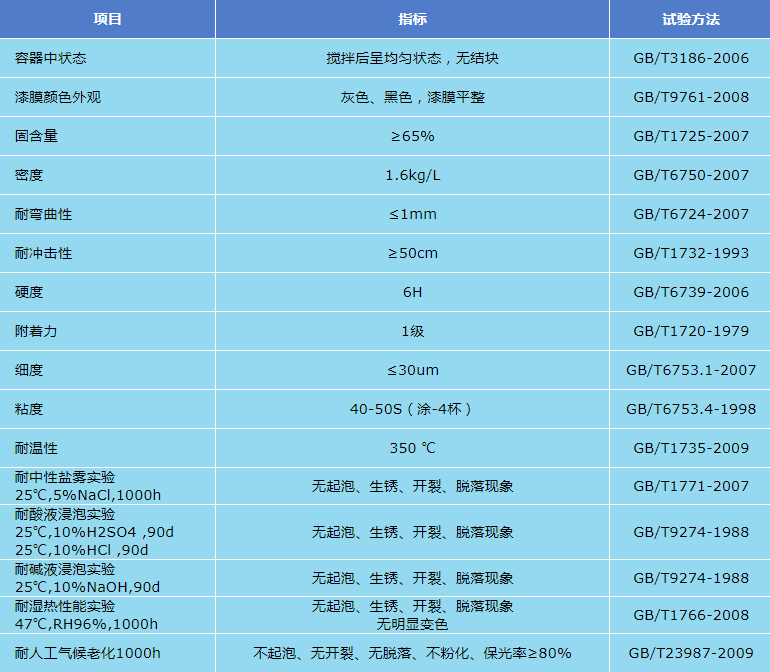
涂层具有高耐候、耐湿热、耐盐雾性能。
涂层较低表面能,憎水、憎油、优异自洁性。
涂层具有良好附着力,优异的耐高低温性能、抗热震性能。
涂层具有抗冲击、硬度高、耐磨损,低摩擦系数,自润滑作用。
涂层成膜致密、高抗渗透性和耐酸碱液体溅洒和高温酸性烟气腐蚀。
高温耐磨防腐陶瓷涂料适用于钢结构、斗提机、粉料仓、除尘设备、脱硫塔、洗涤塔、烟囱烟道等多领域金属和非金属基体钢结构、炉外壳等;频繁受到磨损、冲蚀、腐蚀的工况。

将环氧树脂与有机硅氧烷通过分子链相互贯穿,形成的一种含有SiO2结构存在的高度交联三维互穿网络聚合物作为涂料的成膜物质。由于-Si-O-键具有很高的键能,其聚合物分子链具有高度的卷曲性和耐高温性能;且聚合物分子结构中羟基、醚键和活性环氧基团,使聚合物的分子和相邻界面产生电磁吸附或化学键;另外环氧基团在固化剂的作用下发生开环加成反应;综合作用下使该成膜体系固化收缩率低,良好物理屏蔽作用,对各种基材具有很高的粘附力,以及赋予涂层较低的表面张力,使腐蚀介质难以在涂层表面铺展、润湿、渗透。
高温耐磨防腐陶瓷涂料中特种纳米粒子的加入,降低腐蚀性介质在涂层中的扩散速率和腐蚀过程的速率,降低腐蚀介质对涂层表面腐蚀动力。多种功能性填料与成膜物协同起到的屏蔽作用增加涂层的抗渗能力,增加涂层结构腐蚀阻力。另外,多种陶瓷填料在涂层中建立刚性耐磨硬质点,使成膜后获得更高的涂层硬度,增加耐磨损性能。同时体系中加入自润滑功能的超细石墨鳞片和二硫化钼来提高涂层的自润滑性能,降低涂层表面摩擦系数,起到减磨作用。

技术参数
理论涂布率:干膜厚度70μm,理论涂布率为0.25kg/㎡。
实际涂布率:受涂装工件外形尺寸、施工天气、不同施工人员影响,考虑损耗系数。
固化时间:表干时间:小于2h(23℃),实干时间:小于24h(23℃),完全固化7天。
一般单道涂层涂装后用手指轻触,涂层粘手但无涂料粘附,即可进行下道涂装。
基体处理
新 钢 材:喷砂除锈至Sa2.5级,表面粗糙度要求控制在30~60μm范围内。
旧 涂 层:剔除旧涂层,喷砂Sa2.5级或打磨至金属本身颜色,粗糙度在30~60μm范围内。
局部修补:清除基体表面油污、残锈、氧化皮等不牢固物;电动工具打磨至St3级。
高温耐磨防腐陶瓷涂料涂装时基体喷砂或者打磨处理后,进行吹灰处理,或用揩布蘸取溶剂进行擦拭;视环境条件一般基体处理后8小时内尽快涂装,以免返锈或沾染污物影响施工质量,杜绝隔夜涂装。
环境条件
环境温度和基体表面温度一般在5℃~60℃范围内施工,空气相对湿度不超过85%。
基体表面温度必须高于露点温度3℃,防止结露。
涂装方法
刷涂:刷涂或辊涂施工采用横竖交叉方法涂装,使涂料充分浸润基体表面。
喷涂:采用空气喷涂或高压无气喷涂方法涂装,枪嘴距基体30-40cm垂直涂装。
涂料混合
高温耐磨防腐陶瓷涂料主剂组分∶固化剂组分=9∶1(重量比)
受施工条件、环境温度或其他条件影响,配比比例会有调整,请以包装桶上标明配比为准。开桶后使用动力工具先将主剂搅匀无沉淀,持续搅拌的同时,将摇匀的固化剂缓慢加入主剂搅匀3至5分钟即可使用。强烈建议使用机械工具搅拌,混合后的涂料适用期为5-8小时,请根据施工进度安排使用。
涂料稀释
高温耐磨防腐陶瓷涂料通常情况下不需要稀释,如有必要可选用二甲苯、正丁醇或环氧类稀释剂。
包装贮存
高温耐磨防腐陶瓷涂料为双组份涂料,20kg/桶包装。
产品未开封且经妥善保存,自包装之日起,有效储存期12个月。
贮存在干燥、阴凉场所,避免暴晒,远离热源及火源,运输和贮存5-40℃温度范围内。







