
 通过认证
通过认证 






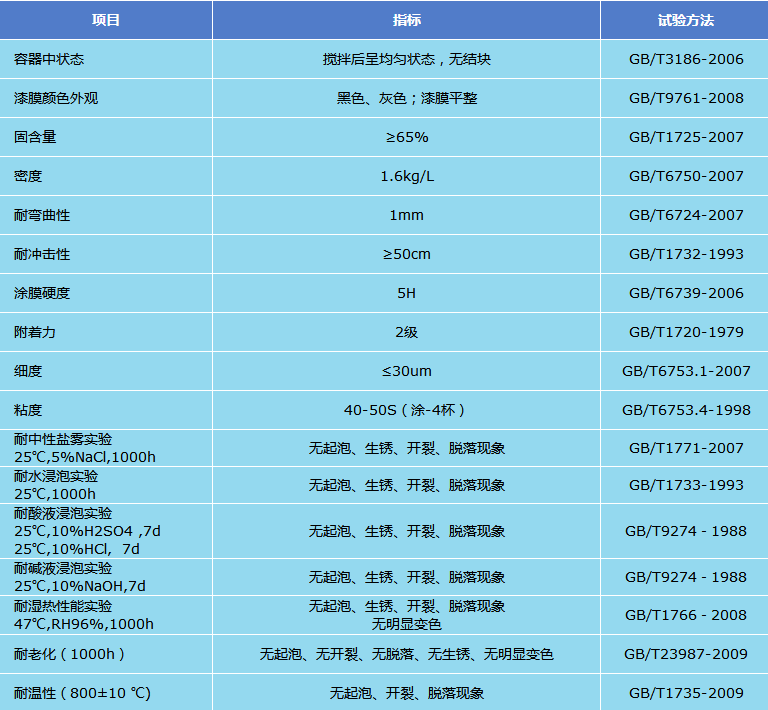
高温耐磨防腐陶瓷涂料采用特种改性有机硅作和非晶态低熔点玻璃作为成膜物,配伍钇稳定氧化锆、氮化硼、碳化硅、铜铬黑、三聚磷酸铝、陶瓷微粉等功能填料,功能助剂,溶剂等,经高速分散、纳米研磨等超细化涂料制备技术,研发生产的双组份耐高温防腐涂料。涂层固化后具有耐高温、高硬度、耐磨损、耐腐蚀、耐老化等优异性能。

涂层成膜致密连续完整,具有高抗渗透性和抗高温氧化性。
涂层具有良好的力学性能,耐磨损,耐冲蚀、抗热震性好。
涂层耐高温性能优异,成膜后在500℃-800℃的范围内皆可正常使用。
涂层机械性能优异,高温后非晶态玻璃相形成连续膜将陶瓷相包裹,分散应力。
涂层高附着力,高温烧结后形成共熔体,高温下非晶态玻璃熔融于金属基体形成一体。
高温耐磨防腐陶瓷涂料主要适用于高温钢结构、高温设备、高温炉壳、石油裂解装备、发动机部件及排气管等高温环境下进行装饰和腐蚀防护使用。
以特种改性有机硅与非晶态低熔点玻璃的复合是典型的有机-无机体系;室温下,在硅烷偶联剂交联反应作用下,有机硅树脂交联成膜。随着温度的不断升高,有机硅树脂中的有机基团逐渐分解。在高温下非晶态低熔点玻璃熔融形成一种连续相薄膜,将功能填料包覆、粘附,填补有机相残留的孔隙,使高温陶瓷涂料“二次成膜”,陶瓷相呈孤岛状分布。这种微观结构使得陶瓷相所受到机械应力和热应力可以很好的传递给均匀的非晶态玻璃连续相,使应力分散,降低局部开裂的几率。同时非晶态玻璃相由于包裹在陶瓷相上而得到强化,从而使整个涂层具有良好的耐高温、抗冲击、抗热震性能。高温耐磨防腐陶瓷涂料中多种功能性填料与不同温度梯度成膜物的协同起到的屏蔽作用,增加涂层的抗渗透能力和涂层结构腐蚀阻力。

技术参数
理论涂布率:干膜厚度70μm,理论涂布率为0.25kg/㎡。
实际涂布率:受涂装工件外形尺寸、施工天气、不同施工人员影响,考虑损耗系数。
固化时间:表干时间:小于2h(23℃),实干时间:小于24h(23℃),完全固化7天。
基体处理
新 钢 材:喷砂除锈至Sa2.5级,表面粗糙度要求控制在30~60μm范围内。
旧 涂 层:剔除旧涂层,喷砂Sa2.5级或打磨至金属本身颜色,粗糙度在30~60μm范围内。
局部修补:清除基体表面油污、残锈、氧化皮等不牢固物;电动工具打磨至St3级。
高温耐磨防腐陶瓷涂料涂装时基体喷砂或者打磨处理后,进行吹灰处理,或用揩布蘸取溶剂进行擦拭;视环境条件一般基体处理后8小时内尽快涂装,以免返锈或沾染污物影响施工质量,杜绝隔夜涂装。
环境条件
环境温度和基体表面温度一般在5℃~60℃范围内施工,空气相对湿度不超过85%。
基体表面温度必须高于露点温度3℃,防止结露。
涂装方法
刷涂:刷涂或辊涂施工采用横竖交叉方法涂装,使涂料充分浸润基体表面。
喷涂:采用空气喷涂或高压无气喷涂方法涂装,枪嘴距基体30-40cm垂直涂装。
涂料混合
高温耐磨防腐陶瓷涂料主剂组分∶固化剂组分=8∶1(重量比)
受施工条件、环境温度或其他条件影响,配比比例会有调整,请以包装桶上标明配比为准。开桶后使用动力工具先将主剂搅匀无沉淀,持续搅拌的同时,将摇匀的固化剂缓慢加入主剂搅匀3至5分钟即可使用。强烈建议使用机械工具搅拌,混合后的涂料适用期为5-8小时,请根据施工进度安排使用。
涂料稀释
通常情况下高温耐磨防腐陶瓷涂料不需要稀释,如有必要可选用二甲苯、正丁醇或环氧类稀释剂。
包装贮存
高温耐磨防腐陶瓷涂料为双组份涂料,20kg/桶包装。
产品未开封且经妥善保存,自包装之日起,有效储存期12个月。
贮存在干燥、阴凉场所,避免暴晒,远离热源及火源,运输和贮存5-40℃温度范围内。







