通过认证
通过认证 





枪钻的工作原理
“硬质合金枪钻”也叫深孔钻,代表着先进、高效的孔加工技术。它不但可用来加工深孔(径长比1:250),而且也可用来加工浅孔(径长比1:1)。它由钻柄、钻杆、钻头三部分焊接在一起,中间有一通孔,适用于钻削铸铁、碳钢、铜、铝合金、合金钢等。枪钻将钻孔、镗孔、铰孔一次完成,一次走刀便可加工出高精度(IT6-8级)、精直线度(0.16-0.33mm/1000mm)、低粗糙度(Ra3.2-Ra0.1)孔。其钻削速度达到30-100米/分以上。硬质合金枪钻(深孔钻)是一种理想的孔精加工刀具,刃部采用整体硬质合金或镶片式结构,刀具耐用度高,精度好,被加工孔尺寸精度可达H7以上,直线度<0.1/1000mm,圆度≤0.005mm,表面粗糙度≤Ra0.8um,广泛用于机床、汽车、航空、发动机机车、化工机械、油嘴油泵、矿山机械及液压件等行业等行业。“邦宇系列枪钻”可应用于深孔加工专机、加工中心、车削中心等满足枪钻冷却及导向等要求的设备上对碳钢、不锈钢、铸铁、有色金属及木材、塑料等材料进行加工,邦宇公司可针对客户的机床状况,提供最优化的切削工艺参数,确保发挥枪钻最高的切削性能。
使用说明:
1、在使用时,必须先选择尺寸适合的导套,导套与枪钻头部的间隙保持在
0.003mm--0.008mm之内,使用枪钻的机床主轴必须有较高的轴向和径向刚性,导套和主轴要有较高的同轴度。在钻孔过程中,被加工材料(特别是铸件)钻孔位置应没有断裂、气孔及其他杂质,否则会造成崩刃,甚至掉头。使用时应正确选取切削用量。一般情况下,切削速度:V=1.1-1.65 米/秒,进给量:s=0.015-0.03 毫米/转,油压:P=2.5-6.0Mpa,流量:Q=0.2-0.65 升/秒。
2、枪钻使用的切削液比较讲究,它直接影响到被加工孔的精度。一定要选择专用的枪钻油。一般枪钻用切削液应有极压添加剂,以保证在高压下形成油膜,防止产生干磨。切削液的粘度与
钻孔直径有关,直径越小,粘度越低。送往枪钻切削区的切削油和一般机械加工相比具有压力大、流量大、过滤精度高的特点。流量应随孔深的增大而增大,以保证切削油有更大的流速,达到通畅排屑的目的。
枪钻应用中的注意事项:
(1)启动机床主轴前,钻头必须在导向孔内。
(2)钻孔前必须先通冷却液。
(3)加工时的切削参数,一定要采用计算的参数。
(4)深孔应采用不同长度的钻头(由短到长)分级钻,不能一钻到位(否则钻杆悬在孔外太长,高速下会甩断,造成安全事故)。
(5)在加工过程中,应时刻注意铁屑是否排出,并观察铁屑是否正常来判断钻刃是否磨损。
(6)操作时严格遵循如下规则:手动将钻头引入引导孔→打开雾化喷嘴→启动主轴旋转→开始进给;停止进给→停止旋转→停止喷雾→退出钻头。
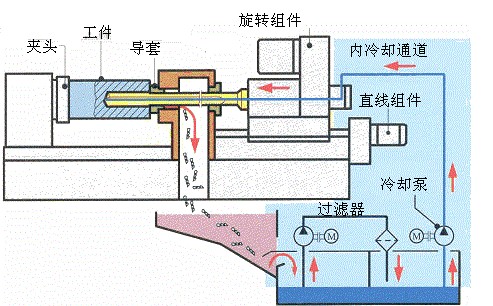
专业的枪钻系统由深孔钻机、单刃或双刃的枪钻及高压冷却系统组成(见图1)。枪钻柄部被夹持在机床主轴上,,钻头通过导引孔或导套进入工件表面,进入后,钻刃的独特结构起到自导向的作用,保证了切削精度。这时冷却液通过钻头中间的通道到达切削部位,并将切屑从排屑槽带出工件表面,同时对钻刃进行冷却和对背部的支撑凸台进行润滑,从而获良好的加工表面和加工质量。