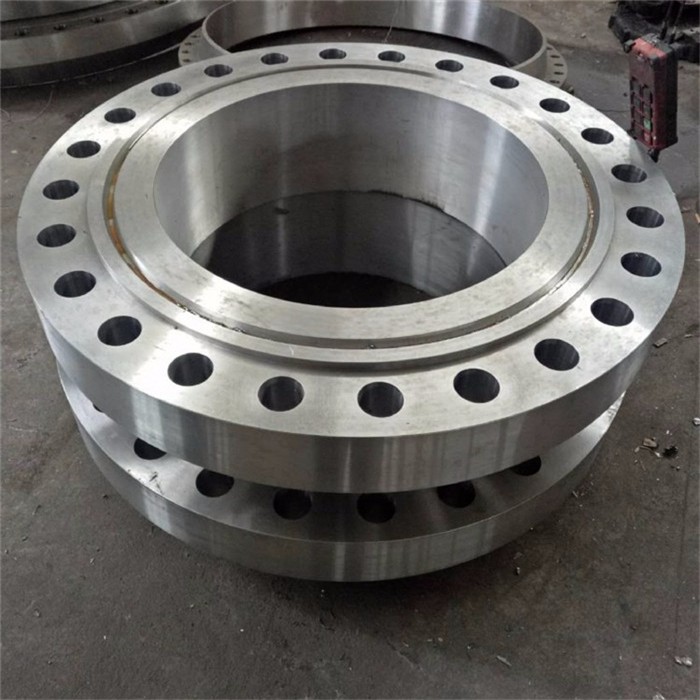


金属结构在焊接后,经常发现其形状有变化,有时还出现裂纹,这是由于焊接时,异型法兰受热不均匀而引起收缩应力而造成的。变形的程度除了与焊接工艺有关以外,还与异型法兰的结构是否合理有很大关系。
焊接变形及防止方法
(1)焊接变形产生的原因
焊接构件因焊接而产生的内应力称为焊接应力,因焊接而产生的变形称为焊接变形。产生焊接应力与变形的根本原因是焊接时工件局部的不均匀加热和冷却。焊接变形的基本形式有弯曲变形、角变形、波浪变形和扭曲变形等
(2)焊接变形的防止方法
@反变形法。根据某些异型法兰易变形的规律,焊前在放置异型法兰时,使其形态与焊接时发生的变形方向相反,以抵消焊接后产生的变形。
@焊前固定法。焊接前,用夹具或重物压在异型法兰上,以抵抗焊接应力,防止异型法兰变形。
@焊接顺序变换法。这是一种通过变换焊接的顺序,将焊接时施加给异型法兰的热量尽快发散掉,从而防止焊接变形的方法。常用的焊接顺序变换法有对称法、跳焊法和分段倒退法。
@锤击焊缝法。这种方法是在焊接过程中,用手锤或风锤敲击焊缝金属,以促使焊缝金属产生塑性变形,焊接应力得以松弛减小。

2. 异型法兰的结构工艺性
要使异型法兰焊接后能达到各项技术要求,除了采用上述防止变形等措施以外,还要注意合理设计异型法兰结构。为此,必须对异型法兰的结构工艺性有所了解。所谓异型法兰结构工艺性,是指所设计的异型法兰结构能确保焊接工艺过程顺利地进行,它主要包含以下内容:
(1)尽可能选用焊接性好的原材料
一般情况下,碳的质量分数小千0.25%的碳钢和碳的质量分数小于0.2%的低合金结构钢都具有良好的焊接性,应尽量选用它们作为焊接材料。而碳的质量分数大于0.5%的碳钢和碳的质量分数大于0.4%的合金钢,焊接性都比较差,一般不宜采用。另外,异型法兰结构应尽可能选用同一种材料的焊接。
(2)焊缝位置应便于焊接操作
在采用电弧焊或气焊进行焊接,时焊条或焊枪、焊丝必须有一定的操作空间。异型法兰结构,异型法兰是无法按合理倾斜角度伸到焊接接头处的。在埋弧焊时,因为在焊接接头处要堆放一定厚度的颗粒状焊剂,所以异型法兰结构的焊缝周围应有堆放焊剂的位置。


(3)焊缝应尽量均匀、对称,避免密集、交叉焊缝均匀、对称可防止因焊接应力分布不对称而产生变形,避免焊缝交叉和过千密集可防止异型法兰局部热量过千集中而引起较大的焊接应,
(4)焊缝位置应避免应力集中,由于焊接接头处塑性和韧性较差,又有较大的焊接应力,如果此处又有应力集中现象,则很容易产生裂纹。
(5)焊接元件应尽量选用型材
在焊接结构中,常常是将各个焊接元件组焊在一起。如果能合理选用型材,就可以简化焊接工艺过程,有效地防止焊接变形。