
 通过认证
通过认证 
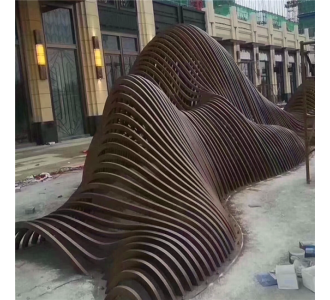



弧形铝方通的波浪设计,波浪或者水波,一般有波峰、波谷的说法,波峰是指顶点、波谷指的是低点,这两个点都需要控制好,波谷反过来就是波峰,波峰反过来就是波谷,因为弧形铝方通的波浪主要是通过雕刻机雕刻开料获得,波浪弧度不宜太大,太大不但材料损耗大,加工、运输、安装都是比较困难的,波峰或波谷控制1米以内,我们接触过的弧形铝方通,一般在几十公分到一米左右,在一个马来西亚客户合作的一个商场工程,波峰在1.5米内,因为这个工程的比较高,因而采用了非常大弧形设计,从而得到了整体的设计效果。
因为每支弧形铝方通长度受限,但很多工程的名字比较大,使用会使用到拼接,弧形铝方通的拼接一般都是采用内接件,也可以采用木方拼接,也可以我们生产的时候我们直接焊接一个内接件,内接件一般是U型的,将U型连接件焊接在需要拼接的末端,安装施工的时候通过内连接件连接,从而更好的保证拼接效果。
弧形铝方通两头 可以根据需求看是否需要封口处理,封口一般是商城加工的时候直接焊接处理好,这样保证两端的视觉效果
与传统的直线长条方通比较,弧形铝方通大的特点就是给装饰效果带来更美的艺术感。传统的铝方通已不能大满足设计师的设计理念需求,于是我们的弧形铝方通应运而生。它很好地解决直线长条铝方通单调简约的风格局限,给现在建筑装饰风格带来更多的艺术造型,给用户带来更美好的体验。各种弧度各种造型,只要能想得到的效果,我们没有做不到的。



铝方通的底宽和高度不能太高,同时,弧形铝方通,也可以通过烧焊加工得到,先按实际铝方通规格和弧度开好材料,开好每一件片料,通过烧焊拼接加工然后打磨抛光处理得到弧形铝方通成品,再根据客户的需求做表面处理。弧形铝方通对铝板的底板厚度会比较高,经常会有客户问为什么要用那么厚的底板做,不能做薄一点吗?我们想节约成本的。碰到这个问题的时候我们只能耐心讲解弧形铝方通的加工工艺,要通过烧焊拼接,而烧焊这道工序决定了它的厚度,太薄的底板烧焊容易变形,因为做的产品尺寸大的话,整个过程整件板都会有不同程度的受热导致扭曲变形。而2.0mm以上的底板厚度可以很好的保证我们专业焊干在加工时做到游刃有余,保证产品平整度的同时也加快生产速度,大大的保障客户的工程工期。此种工艺不但在厚度上有要求,不单是烧焊,打磨的工艺要求也相当高,这就要求弧形铝方通的技艺必须过关了。弧形铝方通,可以按照要求定制任意弧度,至于加工工艺,则根据每个工程设计的弧形铝方通的实际情况去选择了,合理的加工工艺才能保证弧形铝方通的质量同时避免成本过高。



弧形铝方通-生产工艺流程
1、项目方案深化设计→专业产品图纸制作。
2、材料工艺制作生产:电脑开料→机械画线→转搭切弧/滚压成弧。
3、产品坯料后制作工序:拼密焊接→焊位打磨→精细抛光。
4、表面前处理:喷涂前处理(酸洗脱脂)→坯料铬化处理(防氧化)→专业氟碳喷涂/粉末喷涂/木纹转印→产品高温烘硬化。
5、产品保护包装工序列:产品表面保护膜→产品标识贴位→纸箱护角包装→木箱包装。
;






